Nagyon el vagyok maradva a honlap frissítésével, de most megpróbálom bepótolni a lehetettlent.
A gép vázát rétegelt lemez fából terveztem meg. Részben bevonatos rétegelt lemezt használtam a hídhoz (X tengely). Azt előre éreztem, hogy a Z tengely elkészítése lesz a legnehezebb, részben azért mert ezen kellett kikísérleteznem a lineáris tengelyek rögzítését és ebben még nem volt tapasztalatom. A Z tengely 2 részből áll, az egyik a fix alap aminek a hátoldalára az X tengely csapágyai vannak rögzítve, az előlapján meg a Z tengely lineáris sínek és a golyósorsó csapágyai.

A síneket egyszerű 3 mm-es facsavarokkal rögzítettem. A párhuzamosság beállítás volt a nehezebb része a rögzítésnek, hogyan oldjam meg. Azt találtam ki, hogy az egyik lineáris sínt fixen rögzítettem, készítettem egy kis lécet amibe a bal illetve a jobb oldali síneken lévő csapágyak furatait elkészítettem és rögzítettem a két csapágyra 4-4 csavarral. Ezt persze elötte ki kellett kalkulálni, hogy a golyós orsó csapágyai pár mm távolságban legyenek a lineáris tengely csapágyaitól. Ezzel a kis segédléccel már tudtam rögzíteni a másik lineáris sín egyik végét 1 csavarral, majd a kis segédlécet áttoltam a tengely másik végére ütköztetve és így magától beállt a tökéletes párhuzamos állapotba, majd már az összes ponton rögzíteni tudtam a tengelyeket. A golyós orsó rögzítését is ezzel a kis segédléccel oldottam meg hasonló módon, így az is tökéletesen párhuzamos a tengelyekkel.
A Z tengely másik alaplapja a mozgó rész amire a csapágyakat kellett rögzíteni, és a marómotort. Ami sok fejtörést okozott az a marómotor pozicionálása volt. Ehhez először kiszerkesztettem a csapágyak csavarjainak helyét majd kifúrtam a lyukakat a rétegelt lemezbe.

Ezután következett a marómotor helyének megtalálása.

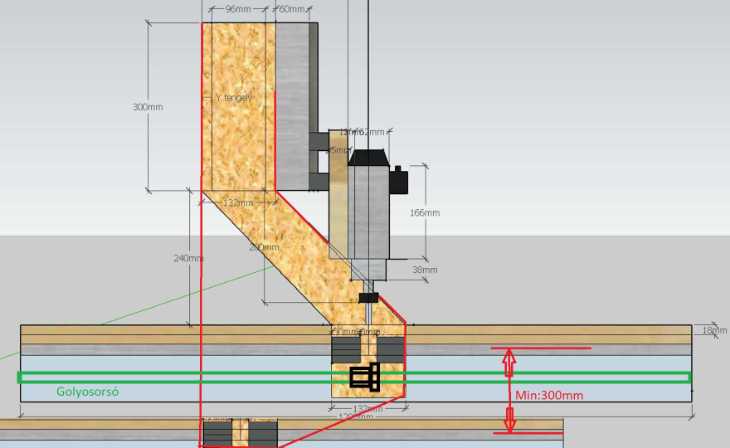
Ez több napos játék volt, hogy illeszkedjen a terveimben szereplő X tengely magasságához, a marómotor tokmánya elég közel tudjon majd kerülni az asztallaphoz is de ne is legyen túl távol tőle. Ez rengeteg méricskéléssel járt.

Figyelembe kellett vennem azt is hogy közben megérkezett a megrendelt elszívó csonk is ami túllóg majd a tokmányon felszerelt állapotban és a seprű szoknyája az asztallapig érjen le leengedett állapotban.
Ezt végül úgy tudtam kimérni, hogy egy talpas derékszöget ütköztettem a kitolt helyzetben lévő marómotor tokmányához, majd ehhez 2 db mérővonalzóval pozícionáltam. A képen a jobb oldali vonalzó 29 cm távolságot mutat + ehhez még hozzájön 2 cm ami a másik vonalzó szélessége. Tehát összesen 31 cm a Z tengely kitolása. Még figyelembe kellett azt is vennem, hogy a marómotor elszívó is megérkezett amit a marómotor nyakára lehet felhúzni, ennek van egy 100 mm átmérőjű elszívó csonkja felfelé alul meg kb 50 mm magasságú seprű csíkot is be kell rögzíteni az elszívó csonkba.

Ez az elszívó csonk nagyon jól van megoldva, két karabinerrel le lehet venni az elülső részét a fésüs szoknyáva, így könnyű hozzáférni a tokmányhoz szerszámcsere esetén.
A Z tengely csapágy részét a szálló por ellen is védeni kellett, ezért a mozgó részre oldalt két rétegelt lemez csíkot ragasztottam, így a mozgó rész alaplapja egy U alakú lett.


Ezzel el is készült a Z tengely (kivéve a végállás mikrokapcsolók rögzítési pontjainak kialakítása, de ezzel ráértem). Követett az X tengely elkészítése. Ennek alapanyaga szintén rétegelt lemez egy hosszú zárt doboz alakú aminek az egyik oldala lecsavarozható.

Az X tengely lineáris sinei 1000 mm hosszúak. Ami nagyon bosszantó volt az a golyós tengelyek csapágya kb 5 mm-el alacsonyabb mint a lineáris sínek csapágyai. Ezt egy rétegelt lemez alátét lemezzel kellett megmagasítani hogy fel tudjam szerelni a Z tengelyt.


Amikor ezzel elkészültem és már szépen futott a Z tengely az Y tengelyen akkor újabb méricskélés kezdődött mert kiderült, hogy így túlságosan magas lábakat kell készítenem az X tengely dobozához. Ez jó pár napos méregetés, fejtörés és próbálkozás volt, hogy hogyan alakítsam át. A megoldás az lett, hogy a marómotort kell magasabbra szerelnem, így lejjebb tudom engedni a Z tengely hidat. így nem kell új lábakat terveznem a híd magasság beállításához. Ehhez viszont szét kellett szednem a Z tengely marómotort tartó mozgó alaplapját.

Ezen a képen már látszik, hogy a Z tengely mozgó alaplapja már sokkal rövidebb. Amit eddig még nem mondtam, hogy a marómotor rögzítő csavarjai 8 db körmösanyába vannak behajtva ami a rétegelt lemez alsó oldalán van így az így nem látszik képen. Ez az átalakítás eléggé megnehezítette a rögzítési pontok kimérését, mert a szerelhetőséget is figyelembe kellett vennem és a körmösanyák tányérja se takarjon el egy csavart sem.

De végre elkészült az átalakítás. Következett a híd lábainak elkészítése. Ezeket is rétegelt lemezből hamar kivágtam, és elkezdtem a Y tengely rögzítési pontjainak kimérését.

A Y tengely 1200 mm hosszúak és a csapágyak rögzítési pontjai között 30 cm eltolás van vízszintesen.


A híd előre-hátra billenését ez az eltolás akadályozza meg. A csapágyak elég közel kerültek egymáshoz, hogy a szabad út hosszt ne csökkentsék de ne is felszüljenek egymáshoz a csapágyak, így pár mm távolság van köztük hagyva.

Itt még nincsen rögzítve az X tengely dobozára a híd lábak. Hogy szépen párhuzamosan fusson a Z tengely ezrét az asztallapra fektetve egy szintbe tudtam felszerelni a lábakat.

A híd rögzítéséhez marokcsavarokat és körmös anyákat használtam. A körmös anyák a híd végekbe beszabott és beragasztott rétegelt lemezbe tudtam rögzíteni.
Az egy réteg rétegelt lemezből kialakított lábak túlságosan hajlékonyak lettek volna, ezt előre láttam már a tervezés során, de nem készítettem erről semmi rajzot előre, majd úgy gondoltam, hogy majd menet közben fogom kitalálni a merevítést. Az most jött el. Azt találtam ki, hogy távtartó léceket csinálok körbe a lábra, és kívül kap egy újabb rétegelt lemez borítást, így a lábak egy sokkal merevebb doboz szerkezet lesz. Ez a távtartó keret szintén 18 mm vastag rétegelt lemezből van. Így egy egy láb 3 rétegből áll, beslő burkolat 18 mm, távtartó 18mm, külső burkolat 10mm. Így a lábak vastagsága 46 mm és ez már rendkívül merev. A hosszanti merevítésre középre is raktam távtartót szélesebb csíkban. A csapágyak rögzítéséhez megnövelt kocka távtartók készültek.

Ezek a távtartók szintén 18 mm vastag rétegelt lemez csíkokból készültek. A csapágyak rögzítési pontjait is megerősítettem, mert a híd a lábakkal és marómotorral már 30 kg-ot nyomott. A doboz szerkezet jó ötlet volt, mert így a rengeteg elektromos vezetéket így védve be tudtam majd építeni ebbe a dobozba.
Következett egy ellenőrzés hogy a híd lábai hogyan futnak együtt távolabb a hídtól. Egy digitális szögmérőt nulláztam az asztallapon majd egy sík lécet raktam híd alsó csapágyaira és 0.2 fok eltérést tapasztaltam. Ez nem nagy eltérés, így is hagyhattam volna, nem sokat számít ha 1 m távolságon ekkora az eltérés legfeljebb a Y lineáris tengelyek végei nem egyvonalban lettek volna. Ezt viszont nem szerettem volna így hagyni. Ezt minimális eltérést könnyű volt korrigálni mivel marokcsavarokat kellett csak a lábak tetején kilazítani, szintezni és újra rögzíteni.

Az ellenőrzés végén a híd két lába is be volt már tökéletesen állítva.

Következett a marógép asztalának elkészítése. Ez szintén 18 mm vastag rétegelt lemezből készült el 3 db rekeszre bontva. Erre azért vol szükség, hogy merevítsem az 1200 mm asztal oldalait amire az Y tengely kerül majd rögzítésre, illetve az elválasztó lapok az asztallapot is merevíteni fogják, így nem engedik hogy az asztallap behajoljon terhelésre. Az asztal váza gyorsan elkészült, az 1200 mm-es lineáris tengelyeket is könnyen fel tudtam szerelni.

Ezen a képen már látszik az asztal váza a merevítő osztókkal. Az aszat váza elöl nyitott lesz, mert ide fogom elhelyezni a portól védve az elektronikát és a számítógépet monitorral ami vezérli az elektronikát. A képen jól látszik, hogy a felső és alsó lineáris sínek 30 cm-el el vannak tolva egymástól, hogy így visszanyerjem a híd lábainál a csapágyak eltolásából származó szabad út hossz elvesztését. Így az 1200 mm hosszú lineáris sínek hosszából ha levonom a csapágyak szélességét, és a köztük lévő pár mm rést és a sínek végé lévő ütközőket, így a számítás 1200 – (2*50 mm csapágy +3 mm távolság köztük=103 mm) – (2*5 mm tengelyég ütközők) = 1087 mm lesz az Y tengely szabad út hossza, tehát 1 m hosszú munkadarabokat is tudok kényelmesen rögzíteni.

Következett Az Y tengely golyós orsók felszerelése. Sokat gondolkodtam azon, hogy a tengely melyik végén legyen a léptető motor, végül úgy döntöttem, hogy az számítógéphez közelebbi végére szerelem fel az asztalra. Rövidebb árnyékolt vezeték kellett így és a rádiófrekvenciás interferencia is kisebb a rövidebb vezetéken. azt asztal váz mindkét oldalán van golyós orsó, így biztosítva, hogy a híd két vége együtt tudjon mozogni elcsavarodás nélkül. Ezért kellett 4 db léptető motort és vezérlőt beszereznem.

A képen az is látszik, hogy a golyós tengely végeken lévő csapágyházak alá kellett távtartót szerelnem rétegelt lemezből. Amíg nem rögzítettem a golyósorsó futó csapágyát addig nagyon könnyedén tudtam lökdösni előre hátra a hidat. Vajsimán futott, csak a csapágyak hangjait lehetett hallani. A léptető motorok rögzítéséhez megvásároltam egy készletben a 4 db léptetőmotor rögzítő L alakú fém konzolt, de íz Y tengelynél nem tudtam használni őket mert akkor a konzolok alá is távtartókat kellett volna vágnom rétegelt lemezből. Ehelyett saját motor rögzítő konzolt készítettem rétegelt lemezből mindkét motor számára.

Meg kellett oldanom, hogy a híd lábai párhuzamosan legyenenk felszerelve a hídra. Erre a maróasztalom sík lapja lett a viszonyítási alap a felszerelésnél és a beállításnál, erre ráfektetve tudtam mindent szépen beállítani.


A baloldali láb külső burkolata is felszerelésre került, mivel ebben az oldalban nem meg fel vezeték a hídra.

Kezd összeállni a gép szép lassan.


A fenti képen jól látszik, hogy az asztal elülső vége nyitott, és még nincsen alsó asztallap a számítógépnek.
A golyós orsók még nincsenek pozicionálvaés rögzítve, csal egy cérnán lógnak.


A léptetőmotoroknál mindenhol gyári műanyag betétes kuplung biztosítja az egytengelyűséget.

A golyós orsókat a két líneáris tengely közá közép magasságban rögzítettem.

Nem volt egyszerű feladat a tized mm pontosan feljelölni a golyósorsó lábát a híd lábára és rögzíteni, de én élvezem az ilyen kihívásokat. Itt még csak az elülső csapágyház és a golyósorsó csapágyház van rögzítve. A golsóorsó másik végén lévő csapágházat úgy tudtam feszülés mentesen felszerelni, hogy a golyósorsók segítségével a hidat az asztalhátsó poziciójába tolva szereltem fel a csapágyházat az asztal vázára.


Természetesen ide is kellett 5 mm vastag távtartókat szerelnem a csapágyház alá.

Mivel a golyósorsó alá távtartó került ezért nem tudtam használni a megvásárolt motor tartó konzolokat itt, helyette rétegelt lemezből készítettem motortartó konzolt amit sokkal könnyebb felszerelni mint a fém konzolt.

Következett a X tengely léptető motor rögzítése, itt már tudtam használni a megvásárolt fém konzolt.

Gyakorlatilag a mechanikai része készen is volt a gépnek de ehhez egy asztallapot is be kellett építenem amire a számítógépet és billentyűzetet, monitort, egeret tudom rakni. Természetesen ez is 18 mm-es rétegelt lemezből készült és a gépváz egyik nyitva hagyott végébe került beépítésre a váz alsó vonalában. Ezután elkezdtem az elektronika beszerelését.


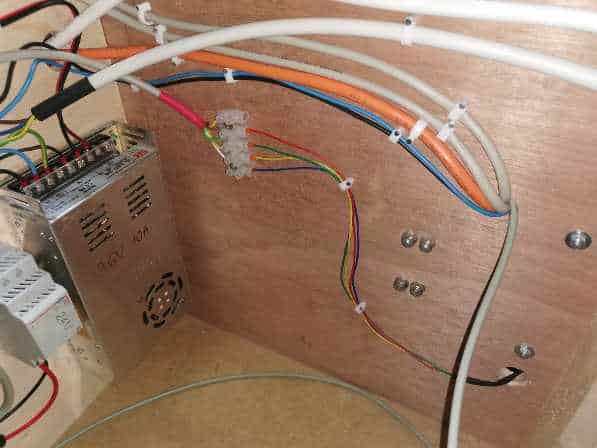
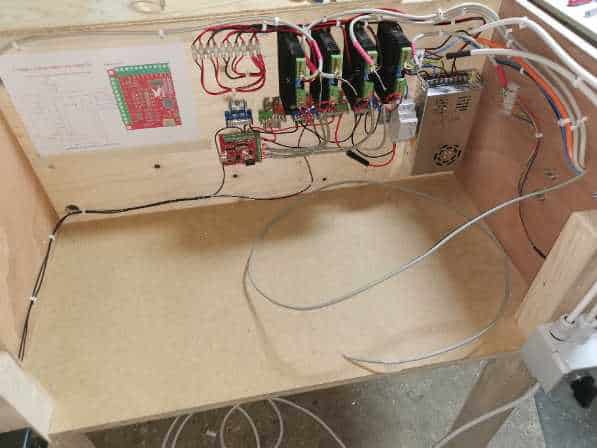
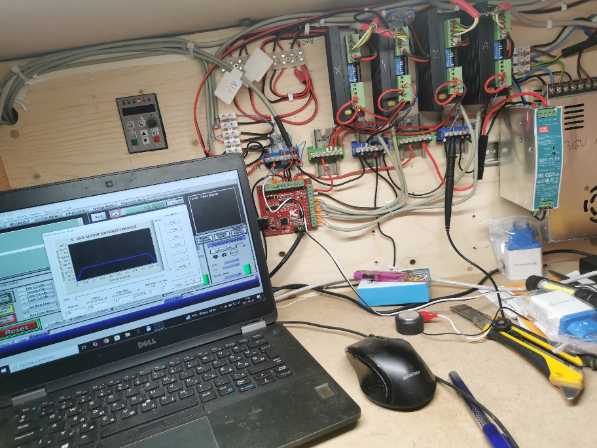
Ezen a képen látszik egy 36V-os tápegység, felette egy 24V-os csengőtrafó, pár darab vezeték elosztó, felette a 4 db léptetőmotor teljesítmény meghajtója. Bal oldat a piros kis nyáklap a Mach3 vezérlő elektronika amit a készletben vásároltam a 36V-os tápegységgel, léptetőmotorokkal és a teljesítmény meghajtókkal. A jobb oldalt a 3 fázisú marómotor frekvenciaváltója látható még bekötetlen állapotba. Ekkor már elérkezett az ideje, hogy a gépnek legyenek saját lábai ami fékes görgőkön gurul, így tudom majd mozgatni a gépet a takarítás során.

Erre igencsak nagy szükség volt mert a gép súlya eddigre durván 90-100 kg lett. A vezetékezéshez vásároltam hajlékony kábelcsatornát. Ezt kellett felszerelni a gépváz oldalára. Ehhez egy alátét lécet készítettem és erre került felszerelésre a kábelcsatorna. Azt is le kellett tesztelnem, hogy elfér e a kábelcsatornában majd minden vezeték. Hát éppen… 🙂

Azért mert ez egy barkács hobbi CNC gép lesz még nem akartam hogy nagyon barkács megoldással bizonytalan minőségű vezetékekkel kábelezzem be a gépet amik a sok hajlítás után eltörnek és zárlatos legyenek. Ne feledjük, hogy a gép tetejére a marómotorhoz 380V feszültséget kellett elvezetnem, a végálláskapcsolókhoz és léptetőmotorokhoz árnyékolt vezetéket. A CNC fórumon kértem segítséget jó minőségű CNC géphez való vezetékek beszerzési forrásához mert nem tudtam milyen típusú vezetékeket használnak az ipari CNC gépeken. Végre Tóth József segített és adta meg a típusszámokat milyen vezetékeket szerezzek be. Napokig kutattam az interneten a megfelelő vezetékek keresésével, de Magyarisztánban ez nem egyszerű feladat mivel ezt a minőségű vezetékeket csak egy cég forgalmazza hazánkban az meg nem szolgál ki ki magánembereket újabban, csak cégeket. Ez úton is üzenem a TME cégnek hogy kapják be tövig. Egy nagyon jó webshop hatalmas termékválasztékkal ipari gépek alkatrészeitől kezdve az irodabútorig, szinte minden van náluk, de piszok drágán mert nincs konkurenciájuk, ráadásul kizárták a magánvevőket az áruházból. Ez egy nagyon aljas húzásnak tartom a TME részéről. Kihasználják ugyanis a monopol helyzetüket és ezzel az árazással vissza is élnek. Emiatt be kellett iktatnom egy ismerős céget hogy rajtuk keresztül tudjam megvásárolni az árnyékolt vezetéket és más vezetéket amik kábelcsatornában is bírják a hajlítást.
Közben megérkeztek kínából az asztallapba tervezett C profilú vezető sínek 50 cm-es hosszúak. Az asztallap viszont 100 cm szélesre terveztem így egymás mellett folytatáként 2 db sín kerül majd rögzítésre.


A hajlékony kábelcsatorna a saját súlya miatt hozzádörzsöldött volna a az alsó lineáris tengelyhez és a golyóstengely mozgó csapágyházához ahogy lehajlott a saját súlyától. Ezért azt azt találtam ki, hogy egy tartó lécet szerelek fel a gép jobb oldalára ami megtartja a kábelcsatornát.
Elkezdtem a gép kábelezését, végig kinyitottam a hajlékony a kábelcsatornát és úgy tudtam szépen párhuzamosan csavarodás mentesen elhelyezni a vezetékeket. Erre nagyon figyelni kellett, mert különben nem fértek volna el a kábelcsatornában a vezetékek ha nem tökéletesen párhuzamosan futnak, esetleg megcsavarodnak.

A felszerelt híd lába és a kábelcsatorna között csak pár mm távolság volt, így ezzel kicsit szenvedni kellett.

A képen a sötétben azért ki lehet venni nehezen a kábelcsatornát a szük helyen.
A híd lábain is fel kellett vezetni a vezetékeket a híd tetején lévő fekete kábelcsatornába.

A gép oldalfalán lyukakon vezettem át az asztaltérbe a vezetékeket. Az alsó vékony vezeték a csokival a jobb első léptetőmotor vezetéke.
Lassan minden a helyére kerül, az összes vezeték letesztelve, kimérve ohmikusan.
A szemfüles olvasók észrveheték, hogy a marómotor frekveciaváltója már nincs a képen. Ennek oka, hogy át kellett szerelnem külön tartóra a középső asztalváz rekeszbe. Egy tartó lapora van felszerelve a frekvenciaválltó mert közel kellett hoznom az elülső rekesz válaszfalához, hogy a kezelő panelját vezeték toldás nélkül fel tudjam raknia válaszfalba készített ablakba. nagyon rövid a kivehető kijelző vezetéke.


A gépasztal bal oldali léptetőmotor vzetékeit és a végállás kapcsoló vezetékét is kiépítettem és leteszteltem ohmikusan.
A végállás kapcsolókat hosszú nyelvű mikrokapcsolókkal oldottam meg, viszonlag olcsó, de mindegyiknek készítni kellett egy egy állítható tartót hulladék faanyagból. 
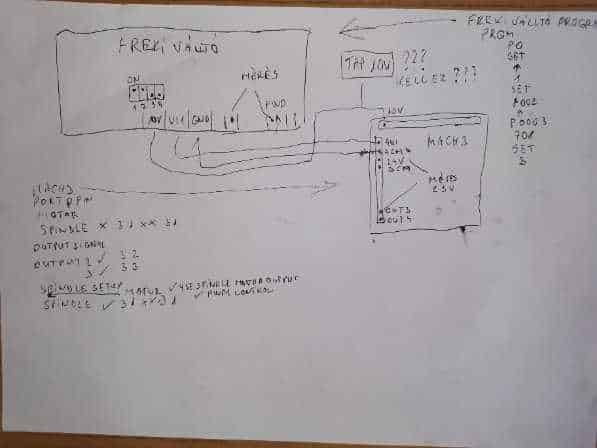
Egy kis segédletet kellett firkálnom, a frekvenciaváltó átprogramozásához.
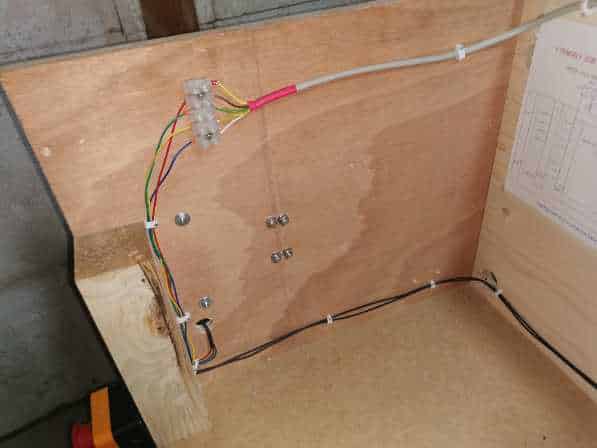
Nézzük át az asztallap felszerelése előtt a gépváz belsejét. Az elülső rekeszt már láttátok.
A középső rekeszben a frekvenciaváltó távol a tápegységektől és elektronikától a zavarszűrs miatt. Természetesen árnyékolt vezetékekkel lett bekötve minden, de jobb félni mint később keresni az interferencia zavarást.

A válaszfalak tetejére mig egy keskeny lécet szereltem amelyek síkba állíthatóak ha netán az aszallap nem jól feküdne fel. A szélesítést fel tudtam használni a későbbiekben az asztallap rögzítéséhez is.
A leghátsó rekeszben csak a vezetékek vannak elvezetve az y tengely hátsó mikrokapcsolóihoz árnyékolt vezetékkel. Ide is felkerültek az állítható asztal szintező lécek.

Végre felkerült az alsó réteg asztallap. Két rétegben terveztem elkészíteni több okból. Az alsó asztallap fixen van rögzítve. A felső asztallap csak csíkokból áll, a csíkok között lesz majd a C sinek a munkadarab rögzítéshez. Ezek a csíkok ugyanúgy HDF lapból készültek és cserélhetőek ha melemarok véletlenül.



Bekötöttem a Z tengelyt is és a marómotort.


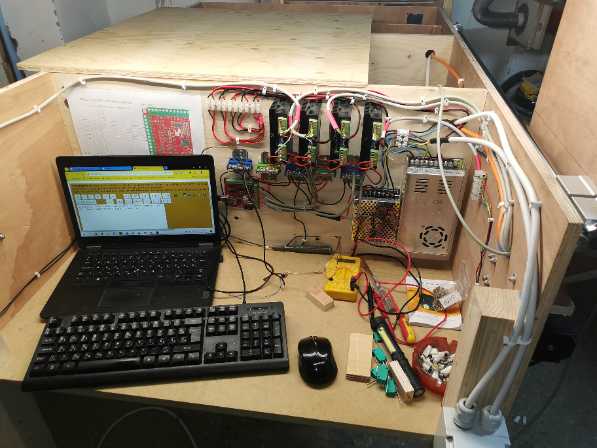
Végre elérkezett az első vár várt bekapcsolás. A Mach3 program még nincsen bekonfigurálva teljesen de már tudom mozgatni a tengelyeket.
A számítógép képernyője föltött látható a frekvenciaváltó kezelő panelje.
Felkerült a híd jobb oldali lábára is a külső takaró borítás. A gép szerkezetileg és elektromosona kész.

Kb 2 hónapot szenvedtem a mach3 vezérlővel és a Mach3 programmal, de nem tudtam tökéletesre beállítani mindent. Állandóan hibázott a gép, nem hajtott végre változatosan parancsokat, vagy ha elkezdte akkor hibásan hajtotta végre. Nem egy hiba volt hanem számtalan, és csak hosszas szenvedés után jutottam el oda, hogy ez az elektronika és főleg a program nem felel meg az én igényeimnek és elvárásainak. Fizikailag nem hibás a kártya, de a hozzá tartozó szoftver nagyon egyszerűségre törekedve nem engedett meg sok mindent módosítani. Más kisebb gépen szépen tudja használni ezt a Mach3 konfigurációt, de nekem nem jó. Most elkezdek új vezérlőkártya és szoftver után nézni.
Folytatás következik.