A MACH3 vezérlő programmal volt sok bajom, kb 2 hónapot szenvedtem vele random hibákkal. Egyszerűen nem tudtuk megállapítani hogy mi okozza a hibákat. Néha hibátlanul dolgozott, néha meg hibák voltak. Teljesen kiszámíthatattlan volt mikor jön egy hiba. Végül eljutottam oda, hogy ez a vezérlés nekem nem felel meg, és segítséggel beszereztem egy UCCNC vezérlőkártyát, hozzá Az egyik kedves fórumtárs segített a beszerzésben és a kapcsolási rajz elkészítésében amiért nagyon hálás vagyok.
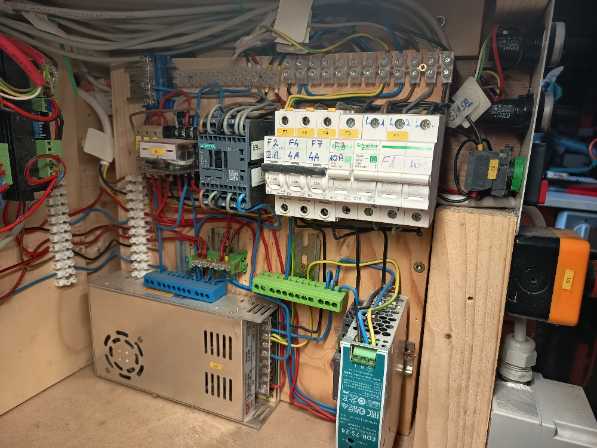
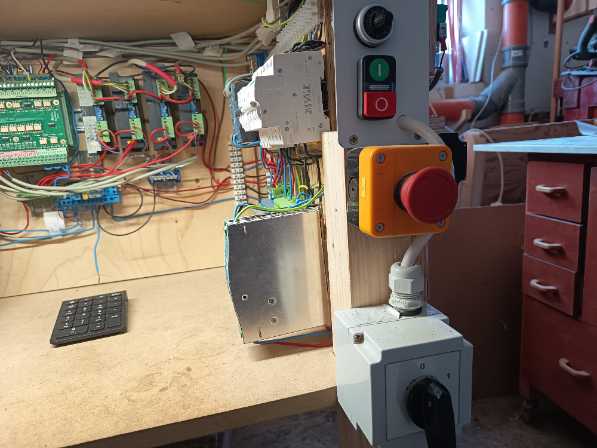
Az új kapcsolásban egy UC300ETH vezérlőkártya egy UCBB kártya és egy IDC16-M pólusú analóg kifejtő modul került bele. Emiatt a táp oldalt is teljesen át kellett építenem. Az IDC16-M kártyához egy kézikerék vezérlő is csatlakozik. Külön kismegszakítókat kapott minden tápegység, vezérlőrelé stb… szóval totálisan át kellett építenem elektromosan a gépet.





A tápegység részt a relékkel egykülön bútorlapra építettem rá, a többi kártyát meg egy másikra ami a gépbe befért. A két bútorlapon 1-1 hosszú csokisor biztosítja a két külön egység összekötését.
Volt egy segítőm is a munkához, egy aranyos trikolor színü kiscica a állandóan segített 🙂


A legnehezebb feladat az volt, hogy a két bútorlap alaplapon hogyan helyezzem el az alkatrészeket. Miután kitaláltam az elrendezést, következett a vezetékezés a kapcsolási rajz alapján. Ez körülbelül 1-2 hónapos munka volt, mindent tízszer ellenőrizve. Az asztalra lefektetve a tápegység panelt teszteltem le először, majd beépítettem a két alaplap panelt a gépbe és az összes vezetékeket bekötöttem. Az átépítésről nem csinálok részletes leírást, inkább nézzétek meg a képeket.





A gép beüzemelése és a konfigolásban is kaptam segítséget. A frekvenciaváltót is át kellett programozni az új vezérléshez. Miután ezzel elkészültem kezdődhettek az első tesztek amik a levegőben marással kezdődtek egy teszt G kóddal. Szépen indítja a vezérlés a marómotort, beállítja a fordulatszámot, előtolásokat. Ami meglepően hibátlanul futott le elsőre. Még egy feladat volt hátra, a tapintócsúcs bekonfigurálása de ez is hamar jó lett. A cnc gép bal elülső lábára egy hosszú elosztót szereltem fel a 230V-os táplálásra, a 380V pedig a gép jobb olalán került bekötésre a vezérlés kapcsolókhoz. A munkaasztalba még beépítettem felülre egy ledcsíkot ami megvilágítja a teljes belső asztalt elég jó fénnyel.
Gyakorlatilag elkészültem a géppel, aminek nagyon örültem. Az új vezérléssel nagyon nagy előtolási sebességet tudok elérni ha szükséges, ami külön öröm.
Vége.